
Binned Chips DDR2: отбор чипов памяти под разгон - подготовка к пайке
 Продолжу серию статей о ddr2 памяти. Хотя по количеству чтений не выше 2000 тысяч и количеству комментариев, это ни кому не интересно, ну да ладно осталась малость.
Продолжу серию статей о ddr2 памяти. Хотя по количеству чтений не выше 2000 тысяч и количеству комментариев, это ни кому не интересно, ну да ладно осталась малость.
Binned Chips DDR2: отбор чипов памяти под разгон - предыстория
Binned Chips DDR2: отбор чипов памяти под разгон - теория ddr2 667
Binned Chips DDR2: отбор чипов памяти под разгон - теория ddr2 800
В данной части речь пойдёт о подготовке к пайке и нюансах которые я решил отметить, нужные они или нет не знаю, но их опишу.
Начнём наверное с начала, при снятии чипов я использую Китайский керамический нагреватель (типа инфракрасный ?) и Pid (регулятор температуры). Можно использовать воздушную паяльную станцию, но у меня её нет. Воздушной было бы быстрее, её также можно пустить через Pid, чтоб отключалась когда поверхность дойдёт до нужной температуры. Аппарат дешманский можно смеяться, нет времени довести до подобающего вида. 
Я снял видео самого процесса, оно без звука и не обработано, в тех местах когда мне нужно было переставлять термопару, или переворачивать планку на другую сторону, заняло это 20 минут, так как были неудобства, ввиду камеры близко находящейся и мешающей прямому доступу к планке памяти. А также игла на шприце была обычная медицинская тонкая, и выдавить флюс нужно огромное усилие, даже при её разогреве. Видео не большого разрешения 640 x 480, на большее не способен Китайский детский микроскоп. Но точно это лучше, чем снимать на Canon S95, при приближении картинка хуже. Все последующие видео в статье будут от 30 секунд до двух минут.
реклама
А теперь перейдём в умную часть, не моих умозаключений, а книжных, с некоторыми вставками моего мнения.
По моему мнению и некоторому опыту в 70% не работающая планка памяти, перестала работать из-за проблем при пайке они могут быть как при самой пайке, так и при хранении, перевозке отдельных частей, а также при проектировании отдельных частей. А дальше при последующих физических явлениях (ток, кислород, нагрев, остывание, удары) привести к более быстрому выходу из строя, путём разрушения контакта с площадкой будь то окисление или трещины.
В идеале для выявления этого, применяются разные виды контроля которые делятся на множество методов, но не всегда видимо это делают разные компании. А подпольные и новообразовавшиеся скорей всего вообще на это забивают.
| Дефекты паяных соединений | ||
|---|---|---|
| Поверхностные дефекты | Внутренние дефекты | Сквозные дефекты |
| Поверхностное окисление, поверхностная пора подрез и выходящие на поверхность: непропай, неспай, общая и локальная эрозии. |
Непропай, неспай, трещина, внутренняя пора, усадочная раковина, шлаковое включение, флюсовое включение, металлическое включение, неметаллическое включение, общая и локальная эрозии, паяльные остаточные напряжения, дефекты структуры паяльного соединения (отклонения структуры от заданной ТУ) | Непропай, неспай, общая и локальная эрозии, сочетание наружных и внутренних дефектов, приводящее к течи |
Контроль бывает разрушающий и неразрушающий, нет смысла перечислять все виды контроля их не много, но толка нет.
Качественное паяное изделие можно получить при исключительно чистых поверхностях соединяемых деталей, без загрязнений, масла, окисных плёнок.
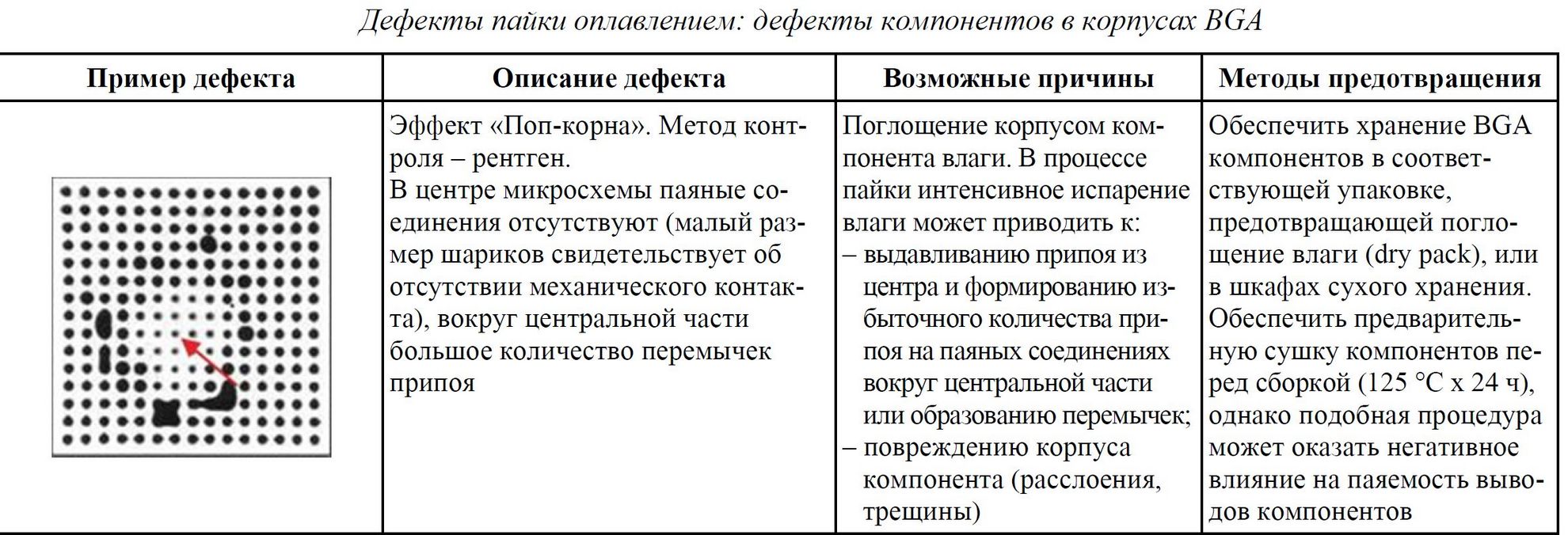
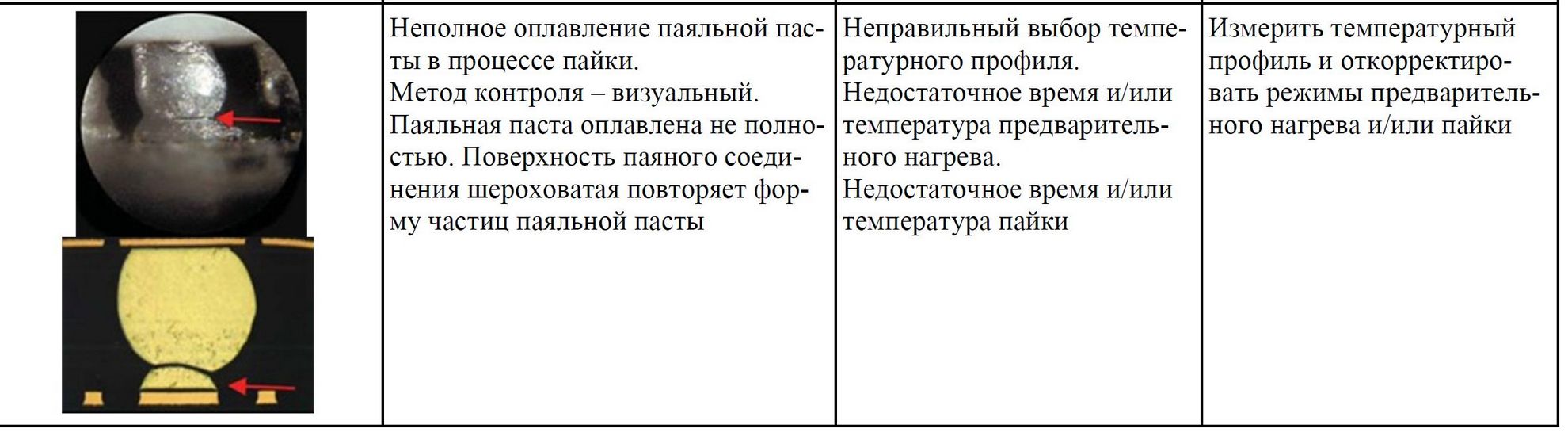
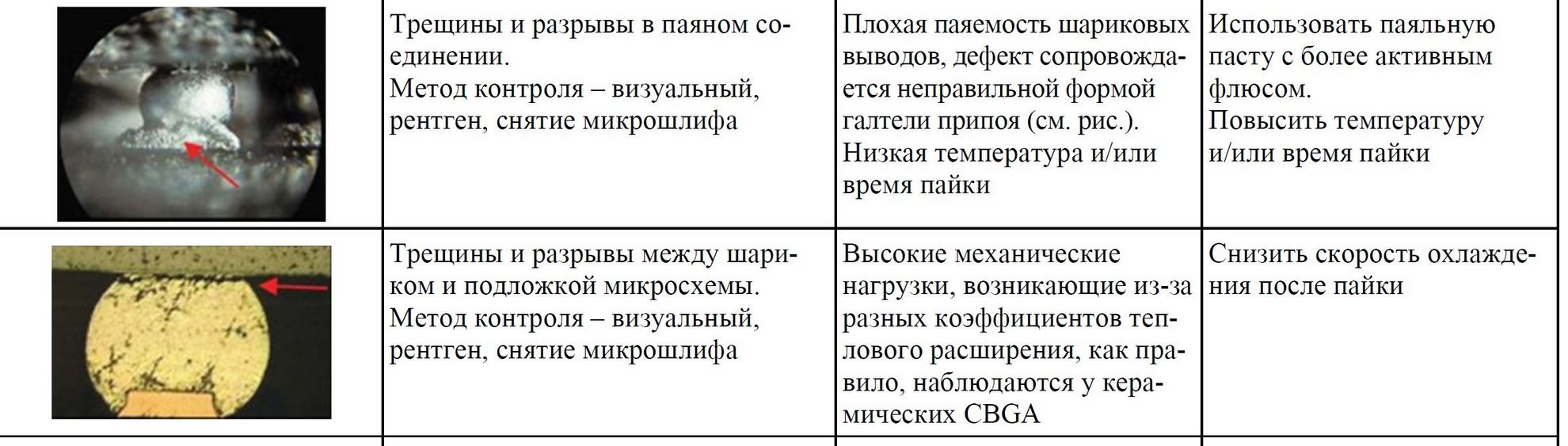
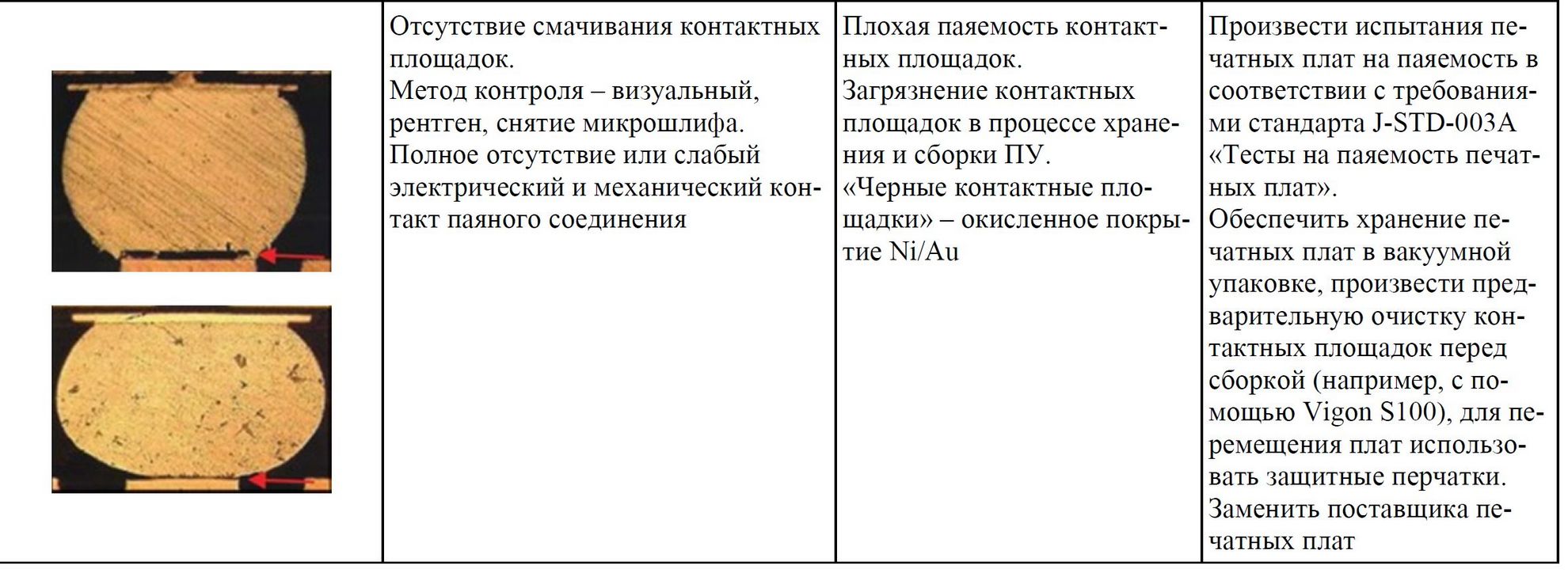
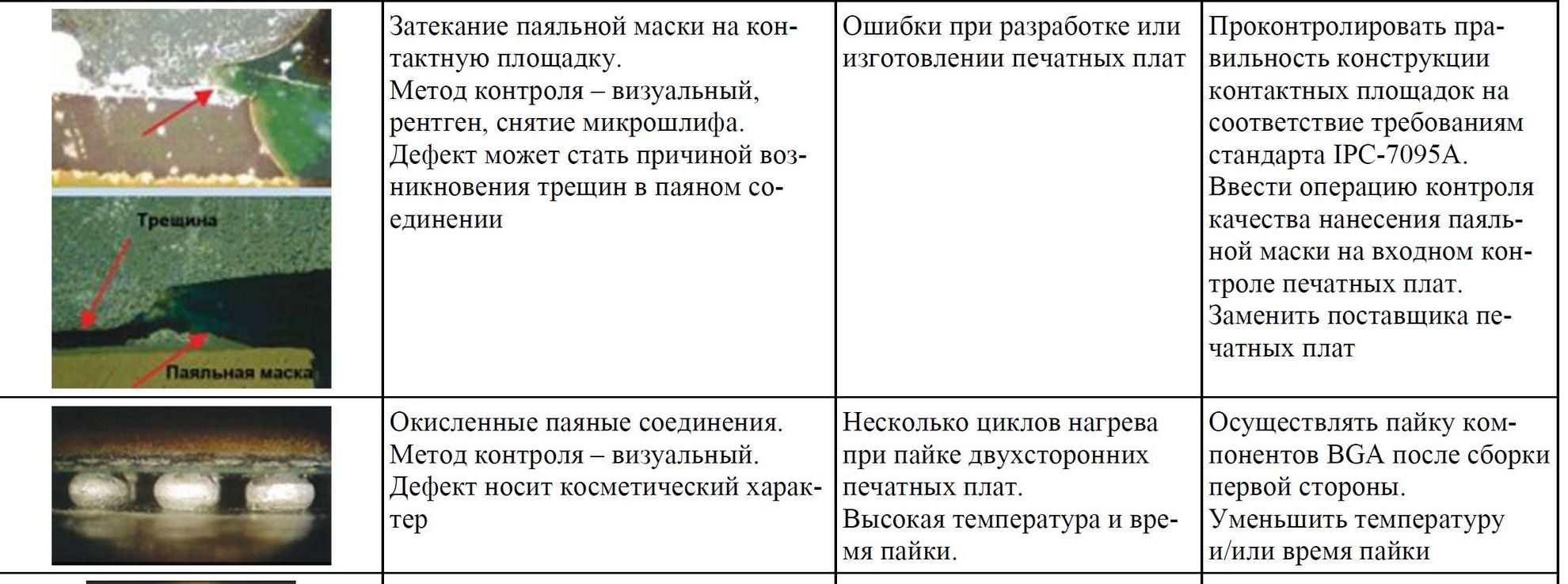
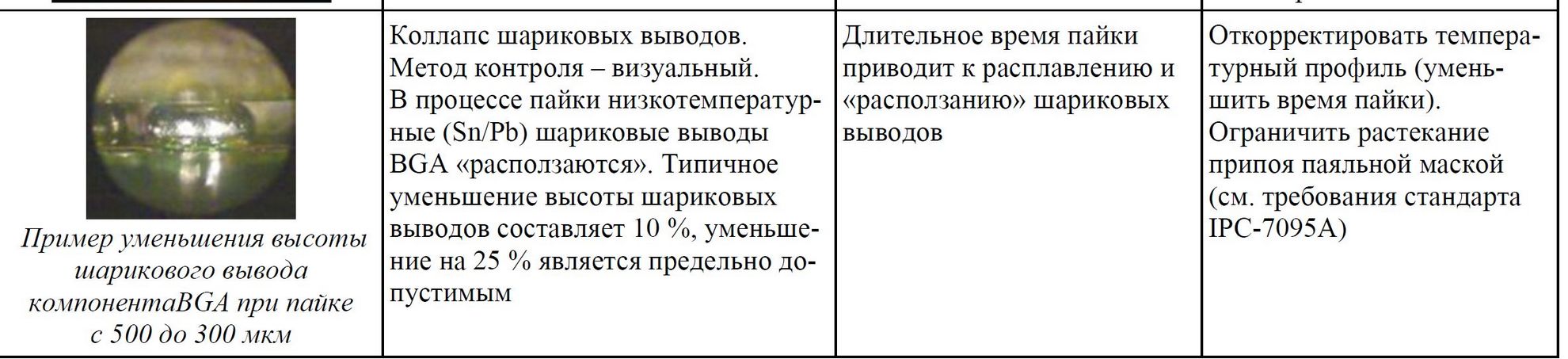
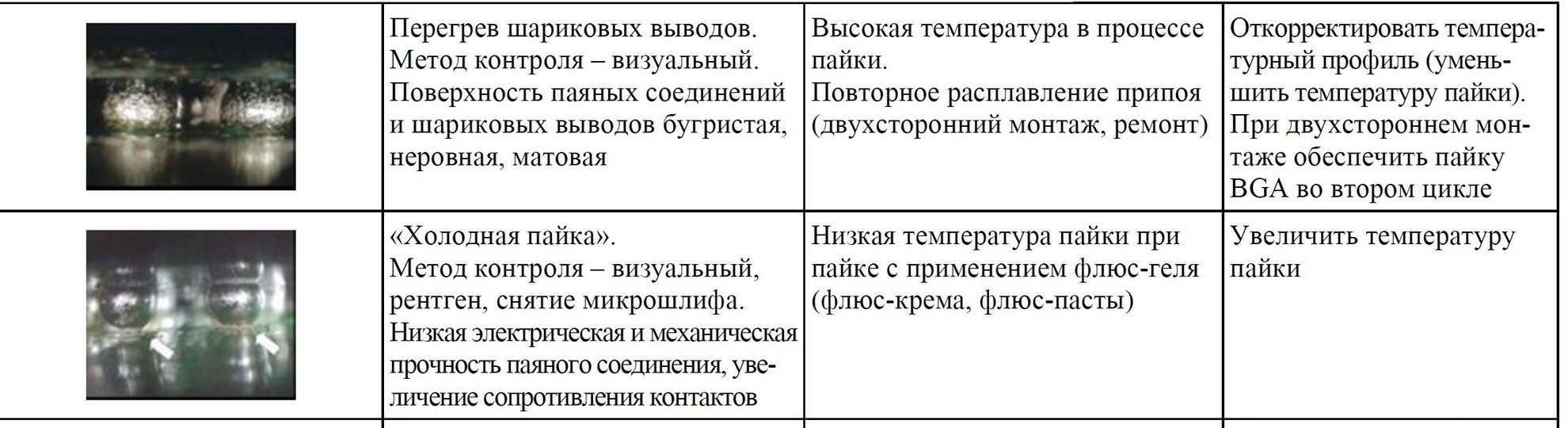
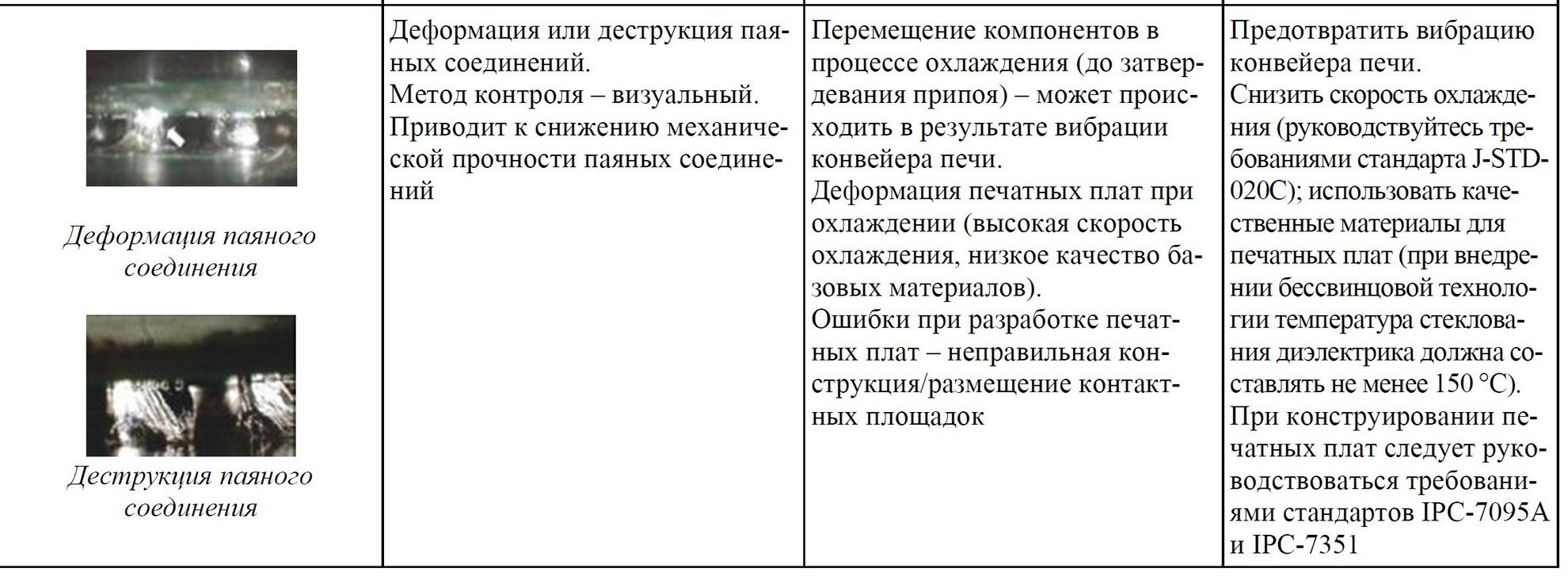
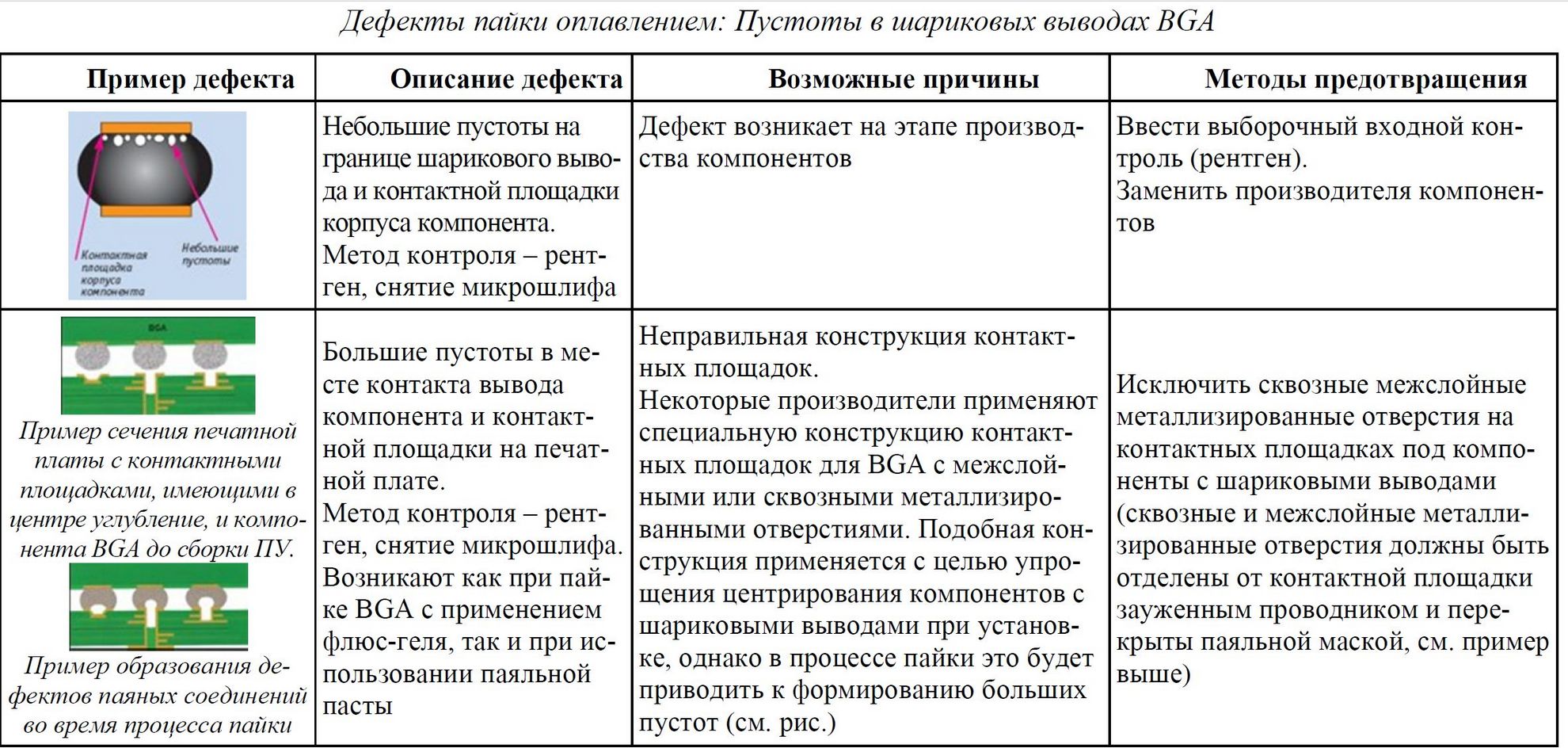
Добавлю примеров из книжки, а дальше уже продолжу свой опыт и подтверждение некоторых примеров.
реклама
Вернёмся к опыту.
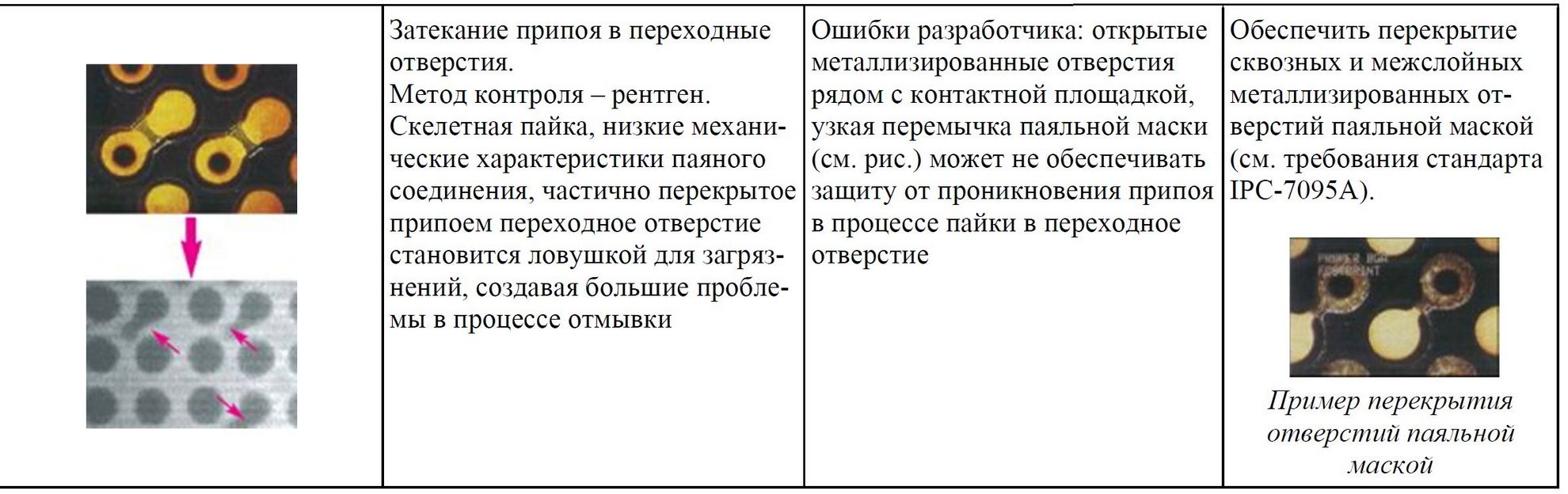
И так после снятия чипов, в зависимости от опыта и удобности, можно снять чипы с минимальным остатком флюса как в видео выше, большая часть так и снялась, а можно на оборот с огромным количеством его на печатной плате. Я в основном снимаю как раз по второму варианту, на видео так снялось как раз из-за особенностей чипа Elpida там очень глубокое посадочное место, о котором самая последняя картинка, поэтому если там нет пустот то шарики держатся очень хорошо.
Давайте на видео посмотрим как выглядит посадочное место для чипа сразу после снятия самого чипа, при пайке которых не было дефектов.
Видео 48 секунд.
А теперь посмотрим на то где со временем произошёл отвал контактов некоторых.
Видео 1минута 15 секунд.
Весь припой нужно снять с площадок, в начале грубо паяльником, дальше оплёткой, нужно это сделать так чтоб все пятаки были ровными без бугров припоя, это облегчит позиционирование чипа перед посадкой.
Все окисленные пятаки нужно аккуратно поцарапать и залудить, аккуратно потому, что можно оторвать их.
При снятии оплёткой остатков, если там был припой свинцовый 180 градусов плавления, то можно и на холодную только паяльником горячим с оплёткой.
Если, там был бессвинцовый припой, то лучше его разбавить или свинцовым или тем чья температура плавления ниже. Если же у вас есть нижний подогрев установленный на 100, то можно не разбавлять. Это делается чтоб не повредить пятаки и не поцарапать маску.
Примерно так выглядит черновая чистка от припоя, видео 29 секунд.
А вот пример снятия припоя оплёткой, делал не идеально, видео 2 минуты 25 секунд.
Можно и такими движениями снимать припой, видео 40 секунд.
Отложим пока в сторону планки, и посмотрим на чипы, у них также бывают отвалы. Их можно усердно царапать сам пятак, а не маску вокруг, но обязательно если есть окисление царапаем, удаляем все окислы и лудим. Чистить их под шарики необязательно, достаточно просто пройтись по ним паяльником содержащим на жале свинцовый припой, в том случае если вы будете сажать шарики из свинцового припоя.
И так, как выглядят те пятаки которые окислены, видео 40 секунд, под прямой камерой не видно поэтому чип наклоняю из стороны в сторону, первый чип нормальный, остальные два с проблемами.
Ну для интереса я заснял как чистить чип от припоя, точно так же как выше посадочное место под него.
Закончим с видео в данной части, продолжим немного текстом и картинками.
И так после лужения чипов или снятия с них припоя, вытираем их чем хотите и я кидаю в ацетон на 5 минут, дальше вытираю, и они готовы к прозвонке или к последующей накатке шаров. Если к прозвонке, то все маркирую простым карандашом, чтоб потом не перепутать.
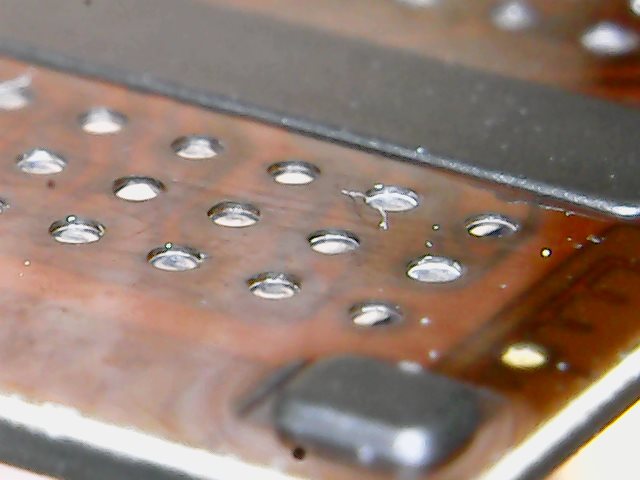
А вот с планкой не так быстро, после снятия остатков припоя, лужения всех с окислами и последующим снятием с них припоя. Нужно вымыть планку хорошо всю, к примеру в калоше. Выглядеть она будет приблизительно так.  После, чтоб не было эксцессов нужно прозвонить основные контакты, все DQ от контакта до пятака, желательно выставив в режим замера сопротивления. Чтоб быть полностью уверенным, что всё нормально,
После, чтоб не было эксцессов нужно прозвонить основные контакты, все DQ от контакта до пятака, желательно выставив в режим замера сопротивления. Чтоб быть полностью уверенным, что всё нормально,
Далее прозвонить верхнюю часть контактов A и остальных до того места где начинаются DQ. Тут просто выставляем в режим звонка, и по первому чипу, вторым щупом на тот же контакт на втором чипе, на третьем и так далее, бывают обрывы в переходных отверстиях и сигнал A3 к примеру не звонится между 1 и третьим чипом, а часто бывает что девая с правой стороной не звонится, некоторые контакты. Не пугаемся сигналы CKE звонятся первые 3 чипа, средние 2 чипа и крайние 3 чипа это нормально. Не должны эти три группы между собой звонится.
Ну и в заключении просматриваем все SMD элементы на предмет сколов.
Может есть пожелания о чём ещё написать про паяние? Следующая часть будет уже о накатке шариков и посадке чипов, нужны короткие видео такого качества как тут ??
Теги
Лента материалов
Соблюдение Правил конференции строго обязательно!
Флуд, флейм и оффтоп преследуются по всей строгости закона!
Комментарии, содержащие оскорбления, нецензурные выражения (в т.ч. замаскированный мат), экстремистские высказывания, рекламу и спам, удаляются независимо от содержимого, а к их авторам могут применяться меры вплоть до запрета написания комментариев и, в случае написания комментария через социальные сети, жалобы в администрацию данной сети.